fr
fr
 English
English  русский
русский  中文简体
中文简体  عربى
عربى  Español
Español 

Le pelletiseur à disque processus fonctionne en faisant tourner en continu un plateau peu profond et incliné qui fait culbuter la poudre humide en granulés sphériques de plus en plus grands et de taille uniforme grâce à une combinaison de force centrifuge, de gravité et d'ajout de liquide contrôlé. Il s'agit de l'une des méthodes d'agglomération les plus efficaces et les plus largement utilisées dans des industries allant du traitement du minerai de fer et de la production d'engrais à l'exploitation minière, aux produits chimiques et au traitement des déchets, offrant une qualité constante de granulés à un débit élevé avec un apport d'énergie relativement faible.
Qu'est-ce qu'un pelletiseur à disque et en quoi diffère-t-il des autres méthodes de pelletisation ?
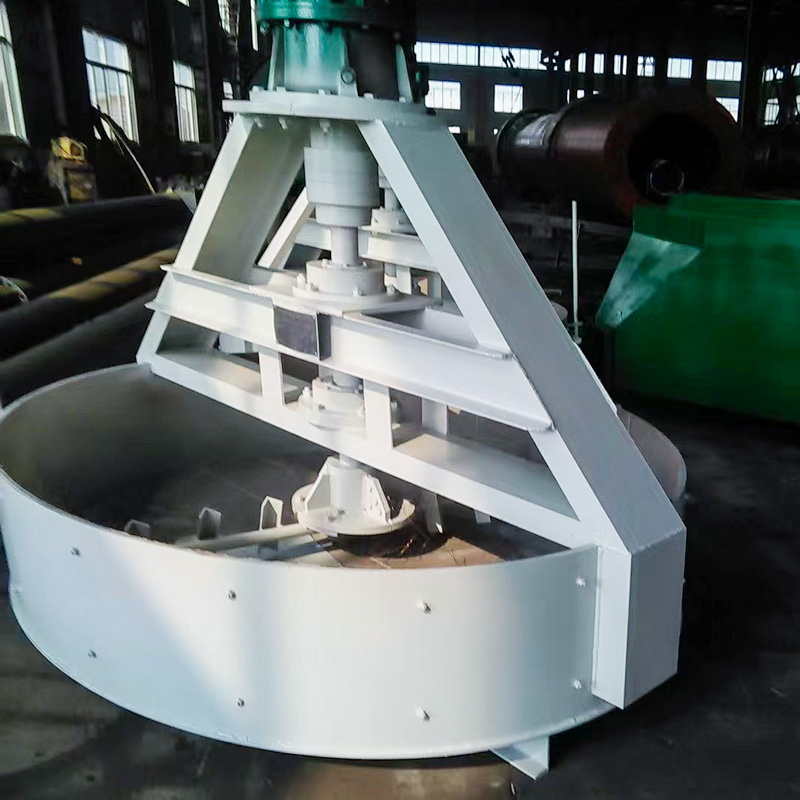
Un granulateur à disque – également appelé granulateur à poêle ou disque de granulation – est une plaque circulaire, rotative et inclinée qui agglomère une poudre fine ou un matériau humide en granulés ronds et denses par action de culbutage. Contrairement aux granulateurs à tambour ou aux systèmes basés sur une extrudeuse, la conception à disque ouvert permet aux opérateurs de surveiller visuellement la formation des granulés en temps réel et d'effectuer des ajustements immédiats sur l'angle, la vitesse ou l'ajout de liant.
Le processus de pelletisation à disque est une forme d'agglomération humide : un matériau d'alimentation fin, sec ou semi-humide, est introduit sur le disque rotatif, un liant liquide (généralement de l'eau ou une solution chimique) est pulvérisé sur le matériau, et l'action de roulement provoque la collision et la liaison des particules, passant de noyaux fins à des granulés finis en plusieurs minutes.
Le key structural components of a disc pelletizer include:
- Le disc pan — une plaque circulaire plate ou légèrement concave, généralement de 1 à 7,5 mètres de diamètre, en acier au carbone ou en alliage résistant à l'usure
- Le rim or side wall — retient le matériau dans le lit roulant et contrôle le temps de séjour des pellets
- Le drive system — ensemble moteur électrique et boîte de vitesses qui contrôle la vitesse de rotation du disque (généralement 5 à 20 tr/min)
- Le tilt adjustment mechanism — permet de régler l'angle du disque entre 40° et 60° par rapport à l'horizontale, contrôlant la classification et la décharge des pellets finis
- Grattoirs — des lames fixes qui empêchent le matériau de s'agglutiner sur la surface du disque et maintiennent un lit roulant cohérent
- Système de pulvérisation — des buses positionnées au-dessus du disque qui délivrent des quantités contrôlées de liant liquide au matériau à rouler
Comment fonctionne le processus de pelletisation à disques, étape par étape ?
Le disc pelletizer process follows a continuous, self-classifying cycle in which small particles grow into finished pellets and are automatically discharged over the rim without interrupting the feed stream. Cette auto-classification est l'un des avantages les plus importants du granulateur à disques par rapport aux systèmes de granulation par lots.
Étape 1 — Introduction du flux
La poudre fine sèche ou préconditionnée est alimentée en continu sur la partie inférieure du disque rotatif, généralement via un convoyeur à bande ou un alimentateur à vis. Le débit d'alimentation est dosé avec précision – généralement mesuré en tonnes par heure (tph) – et doit être adapté à la capacité du disque et à la taille cible des granulés pour maintenir un lit roulant stable.
Étape 2 — Ajout de liquide liant
Simultanément, un liant liquide – le plus souvent de l’eau, mais parfois de la bouillie de bentonite, une solution de mélasse ou des liants chimiques – est pulvérisé sur le lit roulant. La teneur en humidité du lit roulant est critique : trop peu de liquide donne un matériau pulvérulent et non lié ; une trop grande quantité crée des granulés surdimensionnés et fragiles ou des agglomérats « humides ». Pour la plupart du minerai de fer processus de granulation de disques , la plage d'humidité cible est 8,5% à 10,5% en poids .
Étape 3 — Nucléation et croissance
Pendant que le disque tourne, les fines particules individuelles entrent en collision et se collent les unes aux autres en raison de la tension superficielle du liquide et des forces capillaires, formant de minuscules amas de graines appelés « noyaux ». Ces noyaux culbutent continuellement à travers le lit roulant, collectant des particules supplémentaires à leur surface selon un processus appelé stratification. La rotation du disque crée un motif de roulement hélicoïdal qui garantit que chaque particule traverse la zone de pulvérisation active plusieurs fois par tour.
Étape 4 — Auto-classification et différenciation de croissance
C’est la caractéristique déterminante du processus de pelletisation à disque . À mesure que les pellets grossissent et deviennent plus lourds, la force centrifuge et la géométrie inclinée du disque les font migrer vers le bord supérieur du disque. Les particules plus petites et plus légères restent plus bas sur le disque dans la zone de croissance active. Cette ségrégation de taille naturelle signifie que le disque trie en continu les pellets par taille sans aucun équipement de criblage supplémentaire.
Étape 5 — Décharge des pellets
Lorsque les pellets atteignent la taille cible – généralement 8 mm à 16 mm pour le minerai de fer, 2 mm à 10 mm pour les engrais – ils dépassent le bord du disque et sont déversés sur une bande transporteuse pour un traitement ultérieur (séchage, cuisson, criblage ou refroidissement). Étant donné que le rejet est gravitaire et sélectif en termes de taille, le flux de sortie a une distribution granulométrique naturellement étroite, atteignant souvent plus de 85 % des pellets à ±2 mm du diamètre cible sans dépistage secondaire.
Quelle méthode de pelletisation est la meilleure : pelletiseur à disque, pelletiseur à tambour ou extrudeuse ?
Le disc pelletizer process delivers superior size uniformity and real-time process control compared to drum pelletizers, while extruders excel at non-spherical, high-density forms that neither pan nor drum pelletizers can produce. Le right choice depends on feed characteristics, target pellet geometry, production volume, and downstream process requirements.
| Critères | Pelletiseur à disque | Pelletiseur à tambour | Pelletiseur d'extrudeuse |
| Forme des granulés | Sphérique | À peu près sphérique | Cylindrique / varié |
| Uniformité de taille | Excellent (auto-classification) | Modéré (nécessite un dépistage) | Excellent (contrôlé par les dés) |
| Visibilité des processus | Complet (conception ouverte) | Aucun (tambour fermé) | Limité |
| Capacité de débit | Modéré (jusqu'à ~ 200 tph par unité) | Élevé (jusqu'à 500 tph) | Faible à modéré |
| Empreinte | Compacte | Grand | Modéré |
| Sensibilité à l’humidité des aliments | Élevé (plage étroite) | Modéré | Faible (capacité sec ou humide) |
| Coût en capital | Inférieur | Modéré | Plus haut |
| Facilité de réglage | Très facile (angle, vitesse, pulvérisation) | Modéré | Changement de matrice requis |
| Industries typiques | Minerai de fer, engrais, exploitation minière, produits chimiques | Potasse, granulats, biomasse | Plastiques, aliments, produits pharmaceutiques |
Tableau 1 : Une analyse comparative des granulateurs à disques, des granulateurs à tambour et des granulateurs à extrudeuse selon neuf critères opérationnels et économiques.
Quelles sont les variables clés du processus qui contrôlent les performances du pelletiseur à disques ?
Les performances des granulateurs à disques sont principalement régies par cinq variables interdépendantes : l'angle du disque, la vitesse de rotation, le taux d'alimentation, la teneur en humidité et le type de liant - et l'optimisation simultanée de ces cinq variables est ce qui différencie les opérations de granulation hautes performances des opérations en difficulté.
1. Angle d'inclinaison du disque
Le tilt angle of the disc — typically set between 40° et 60° depuis l’horizontale — est le levier le plus puissant pour contrôler la taille des granulés. Un angle plus raide raccourcit le temps de séjour des pellets sur le disque, produisant ainsi des pellets plus petits. Un angle moins profond permet aux pellets de passer plus de temps dans le lit roulant, permettant ainsi la formation de pellets plus gros et plus arrondis. Le plus commercial pelletisation de disques Les opérations affinent l’angle par incréments de 1 à 2° pour atteindre la taille de produit cible.
2. Vitesse de rotation du disque
La vitesse de rotation, mesurée en tr/min, contrôle la force centrifuge appliquée au lit roulant. Des vitesses plus élevées augmentent la force centrifuge, ce qui améliore la rondeur et la densité des granulés mais peut réduire le temps de séjour. La vitesse optimale est généralement exprimée en pourcentage de la vitesse critique – le régime auquel le matériau serait fixé à la paroi du disque par la force centrifuge. La plupart pelletiseurs à disques fonctionner à 50 à 75 % de la vitesse critique pour de meilleurs résultats.
3. Teneur en humidité et taux d’ajout de liant
L'humidité est la variable la plus sensible au temps dans le processus de pelletisation à disque . La fenêtre d’humidité idéale est étroite – généralement juste 1 à 2 points de pourcentage de large - et varie selon le matériau. Les systèmes automatisés de contrôle de pulvérisation utilisant des capteurs d'humidité en temps réel peuvent maintenir l'ajout de liant à ± 0,2 % d'humidité, améliorant considérablement la cohérence par rapport au contrôle manuel de pulvérisation.
4. Débit d’alimentation et répartition de la taille des particules d’alimentation
Le incoming feed must be fine enough to bond effectively — generally below 200 microns (0,2 mm) pour la plupart des applications, avec au moins 80 % passant 100 mesh (150 microns) pour la pelletisation du minerai de fer. Une alimentation plus grossière produit des granulés plus faibles avec des surfaces plus rugueuses. Un débit d’alimentation constant – évitant les brusques ou les écarts – est tout aussi essentiel pour maintenir une profondeur de lit roulant stable et un taux de croissance uniforme des granulés.
5. Hauteur de la jante du disque
Le height of the retaining rim controls the volume of material held on the disc at any moment (the "bed depth"). A deeper bed extends residence time and allows larger pellets to form. Rim height is usually fixed at installation but can be modified with adjustable rim extension rings during commissioning and scale-up trials.
Pourquoi le processus de pelletisation à disques est-il utilisé dans tant d’industries ?
Le disc pelletizer process is industry-agnostic because its core physics — tumble agglomeration on an inclined rotating surface — applies to any fine, moistenable powder that needs to be converted into a free-flowing, dense, consistently sized granule.
| Industrie | Matériau granulé | Taille typique des granulés | Objectif |
| Minerai de fer / Acier | Concentré de minerai de fer | 8 à 16 millimètres | Haut fourneau / Alimentation DRI |
| Engrais | NPK, urée, DAP, MAP | 2 à 6 millimètres | Application uniforme du sol |
| Mines/Minéraux | Fines de cuivre, nickel, chromite | 6 à 20 millimètres | Lixiviation en tas / alimentation de fonderie |
| Ciment / Chaux | Poussière de four, cendres volantes | 5 à 15 millimètres | Recyclage des poussières, amendement des sols |
| Traitement des déchets | Boues d'épuration, biosolides | 3 à 10 mm | Réduction des décharges, biocarburant |
| Chaux agricole | Calcaire calcitique/dolomitique | 2 à 8 mm | Correction du pH du sol |
| Céramiques / Réfractaires | Alumine, silice, bauxite | 5 à 25 mm | Alimentation de pressage, de frittage |
Tableau 2 : Applications industrielles du processus de granulation à disques, montrant les matériaux typiques traités, les plages de tailles de granulés et les utilisations en aval dans sept industries principales.
Comment le processus de pelletisation à disques est-il utilisé dans les usines de pelletisation de minerai de fer ?
La pelletisation du minerai de fer à l'aide de pelletiseurs à disques est l'une des applications du processus les plus exigeantes sur le plan technologique et les plus importantes sur le plan commercial, produisant chaque année des milliards de tonnes de pellets de haut fourneau et de réduction directe (DRI).
Dans un minerai de fer typique pelletisation de disques usine, le déroulement du processus se déroule comme suit :
- Préparation des aliments — Le concentré de minerai de fer est mélangé à un liant, le plus souvent de l'argile bentonite à raison de 0,5 à 1,0 % en poids, dans un mélangeur à haute intensité pour homogénéiser l'humidité et la répartition du liant avant d'atteindre le disque.
- Granulation de disques — Le concentré conditionné est introduit sur des disques de grand diamètre (généralement de 5 à 7,5 mètres) tournant à environ 6 à 10 tr/min avec un angle de disque de 45 à 50°, produisant des granulés verts (non cuits) de 9 à 16 mm de diamètre.
- Criblage de granulés verts — Les granulés déchargés passent sur un tamis à rouleaux ou un tamis vibrant pour éliminer les granulés sous-dimensionnés (retournés au disque) et les granulés surdimensionnés (broyés et recyclés).
- Induration (cuisson) — Les pastilles vertes tamisées sont cuites dans une grille mobile, un four à grille ou un four à cuve à des températures de 1 250 à 1 350 °C pour les fritter et les durcir en boulettes de minerai de fer finies avec une résistance à la compression supérieure à 2 500 N par pastille.
- Refroidissement et sélection de produits — Les granulés cuits sont refroidis, criblés jusqu'à la taille du produit final (généralement 9 à 16 mm pour l'alimentation des hauts fourneaux) et transportés vers un stock ou un chargement direct.
La production mondiale de boulettes de minerai de fer dépassée 500 millions de tonnes par an à partir de 2023, avec pelletiseurs à disques représentant une part importante de la capacité totale de bouletage, en particulier au Brésil, en Suède et au Canada où les concentrés de minerai fin sont abondants.
Quels sont les avantages et les limites du processus de pelletisation à disque ?
Le disc pelletizer process offers exceptional size control, process transparency, and operational flexibility, but it requires careful moisture management and is less suited to very high throughput applications where drum pelletizers have an edge.
Avantages clés
- Décharge auto-classée — Élimine ou réduit considérablement le besoin d'équipement de criblage post-granulation, économisant ainsi du capital et des coûts d'exploitation. La distribution granulométrique d’un disque bien réglé est naturellement plus étroite que celle d’un granulateur à tambour.
- Surveillance visuelle des processus en temps réel — Operators can directly observe the rolling bed and immediately identify and correct problems such as overwetting, feed surges, or scraper buildup — impossible with drum pelletizers.
- Paramétrage simple et rapide — Disc angle, rotation speed, and spray rate can all be changed while the disc is running, allowing product size to be shifted within minutes without stopping production.
- Coût en capital réduit par unité — Disc pelletizers are mechanically simpler and more compact than drum pelletizers of equivalent capacity, requiring less civil structure and simpler foundations.
- Efficacité énergétique -Le pelletiseur à disque process typically consumes 1–3 kWh per tonne de produit, ce qui est compétitif avec la granulation en tambour et bien en dessous des systèmes d'extrudeuse pour un débit équivalent.
- Évolutivité grâce à des unités parallèles — Rather than scaling up a single large unit (which increases risk), capacity is typically increased by adding additional discs in parallel, allowing modular, phased capital investment.
Principales limites
- Fenêtre de fonctionnement étroite en matière d'humidité -Le pelletisation de disques process est sensible aux fluctuations d’humidité. Des variations de plus de ± 1 % de l'humidité de l'alimentation ou de la pulvérisation peuvent modifier considérablement la taille des granulés ou provoquer une instabilité du lit.
- Débit maximum limité par unité — A single disc pelletizer is generally limited to approximately 100–200 tph depending on disc diameter and material density, compared to drum pelletizers which can exceed 500 tph per unit.
- La conception ouverte nécessite un contrôle de la poussière — Because the disc is open to the atmosphere, dusty feeds require enclosures, local exhaust ventilation, and sometimes misting systems to control fugitive dust emissions.
- Usure abrasive de la surface du disque et des grattoirs — Les matériaux durs et abrasifs (minerai de fer, bauxite, chromite) usent les revêtements des disques et les lames de grattoir. Le remplacement du revêtement est un coût de maintenance régulier qui doit être pris en compte dans les budgets opérationnels.
Comment résoudre les problèmes courants dans le processus de granulation de disques
Most disc pelletizer process problems trace back to one of four root causes: moisture imbalance, feed irregularity, scraper misalignment, or incorrect disc geometry settings. Savoir quel symptôme correspond à quelle cause permet aux opérateurs de résoudre les problèmes rapidement sans arrêter la production.
| Symptôme | Cause probable | Action Corrective |
| Pellets trop petits / rejet poudreux | Humidité insuffisante ou angle de disque abrupt | Augmenter le taux de pulvérisation ; réduire l'angle du disque de 2 à 3° |
| Granulés trop gros / agglomérés | Excès d’humidité ou angle de disque peu profond | Réduire la pulvérisation ; augmenter l'angle du disque de 2° ; vérifier l'humidité des aliments |
| Le matériau s'agglutine à la surface du disque | Usure ou mauvais alignement des grattoirs | Inspecter et ajuster l’écartement des lames du grattoir ; remplacer les grattoirs usés |
| Granulés irréguliers / non sphériques | Alimentation grossière, faible régime ou faible humidité | Vérifiez la finesse de la mouture des aliments ; augmentez légèrement le régime ; augmenter la pulvérisation |
| Lit roulant instable / déferlement | Vitesse d'avance incohérente | Calibrer le chargeur ; installer une trémie de surtension ou un variateur de vitesse |
| Poussière excessive du disque | Alimentation trop sèche ou buse de pulvérisation bloquée | Vérifiez le fonctionnement de la buse ; pré-humidifier l'alimentation ; ajouter une enceinte |
Tableau 3 : Problèmes courants liés au processus de granulation à disques, leurs causes les plus probables et les actions correctives recommandées pour les exploitants de l'usine.
Foire aux questions sur le processus de pelletisation à disque
Q : Quelle est la différence entre un granulateur à disque et un granulateur à poêle ?
Le terms disc pelletizer, pan pelletizer, and pan granulator all refer to the same basic equipment — un disque rotatif incliné qui agglomère les matériaux fins en pastilles ou granulés sphériques. Le « pelletiseur » est plus courant dans les industries du minerai de fer et des mines ; Le terme « granulateur » est plus fréquemment utilisé dans les contextes de traitement des engrais et des produits chimiques. Le sous-jacent pelletisation de disques process is identical.
Q : Quels liants sont utilisés dans le processus de granulation à disques ?
Le most widely used binder in disc pelletizing is bentonite clay, typically at 0.5–1.5% by weight. Other binders include organic binders (carboxymethyl cellulose, guar gum), lime, molasses, sodium silicate, and purpose-engineered synthetic binders. The choice depends on the end-use requirements — for example, blast furnace iron ore pellets require low silica contamination, so organic or low-silica synthetic binders are preferred over bentonite in some operations.
Q : Quelle peut être la taille d’un granulateur à disque ?
Les granulateurs à disques commerciaux vont des petites unités de laboratoire de 0,5 à 1,0 m de diamètre aux grands disques industriels de 7,5 m ou plus de diamètre. Un disque de 7,5 m traitant un concentré de minerai de fer peut produire environ 150 à 200 tonnes de granulés verts par heure. Pour la plupart des applications d'engrais, des disques de 3 à 5 m de diamètre sont standard, produisant 20 à 80 tph en fonction du matériau et de la taille cible.
Q : Le processus de granulation à disques peut-il gérer des matériaux collants ou hygroscopiques ?
Sticky and hygroscopic materials can be processed on disc pelletizers but require modified disc liner materials, more aggressive scraper designs, and tighter environmental humidity control. Highly sticky feeds (such as high-clay content ores or fertilizer blends containing urea) may require anti-stick coatings on the disc surface or the addition of dry conditioning agents to the feed before it reaches the disc.
Q : Comment la résistance des granulés est-elle mesurée après le processus de granulation à disque ?
La résistance des granulés verts (non cuits) est mesurée par le test du nombre de chutes et le test de résistance à la compression. Le drop number test counts how many times a single pellet survives a 45 cm drop onto a steel plate before breaking — typical targets are 5 or more drops. Compressive strength of green pellets is typically 1–3 kg per pellet. Fired (indurated) pellets are measured by compressive strength alone, with blast furnace grade pellets requiring a minimum of 2,500 N (approximately 250 kg) per pellet.
Q : Le processus de granulation à disques est-il adapté à un fonctionnement industriel continu 24h/24 et 7j/7 ?
Oui, les granulateurs à disques sont conçus pour un fonctionnement industriel continu 24 heures sur 24. , avec des intervalles de maintenance planifiés généralement de 3 à 6 mois pour l'inspection du revêtement du disque et le remplacement du grattoir. De nombreuses usines de bouletage de minerai de fer exploitent leur pelletiseur à disque circuits 330 jours par an avec un minimum de temps d'arrêt imprévus, car la conception mécanique simple (pas de composants internes complexes, pas de récipients sous pression rotatifs fermés) rend la maintenance accessible et rapide.
Q : Quelles innovations récentes sont appliquées au processus de granulation à disques ?
Le most impactful recent innovations in disc pelletizing are real-time moisture control automation, machine vision pellet sizing systems, and digital twin simulation. Automated spray control using near-infrared (NIR) moisture sensors can maintain feed moisture within ±0.1%, dramatically reducing off-spec product. Les caméras de vision industrielle positionnées au-dessus du disque peuvent surveiller la distribution de la taille des granulés en temps réel et renvoyer les données au système de contrôle. Les modèles de jumeaux numériques permettent aux opérateurs de simuler le comportement du disque avant de modifier les paramètres physiques, réduisant ainsi les temps d'arrêt par essais et erreurs.
Conclusion : Pourquoi le processus de pelletisation à disques reste indispensable dans la fabrication industrielle
Le disc pelletizer process has remained at the heart of global industrial agglomeration for over seven decades because it delivers a combination of capabilities no other single technology can match: continuous self-classifying size control, real-time process visibility, energy efficiency, and broad material compatibility.
De la production de centaines de millions de tonnes de granulés de minerai de fer qui alimentent l'industrie sidérurgique mondiale à la création de granulés d'engrais de taille uniforme qui améliorent les rendements des cultures sur tous les continents, le pelletisation de disques Ce processus sous-tend discrètement certains des flux de matières les plus importants de l’économie mondiale.
Alors que les industries se concentrent de plus en plus sur l’efficacité des processus, la réduction des déchets et l’optimisation numérique, le disc pelletizer évolue – intégrant des données de capteurs en temps réel, des systèmes de contrôle automatisés et une simulation de jumeaux numériques pour atteindre des niveaux de cohérence et d’efficacité qui étaient impossibles il y a dix ans à peine. Pour les ingénieurs, les directeurs d'usine et les concepteurs de procédés évaluant la technologie d'agglomération, comprenant les principes fondamentaux du processus de pelletisation à disque n'est pas seulement utile, c'est essentiel.