fr
fr
 English
English  русский
русский  中文简体
中文简体  عربى
عربى  Español
Español 

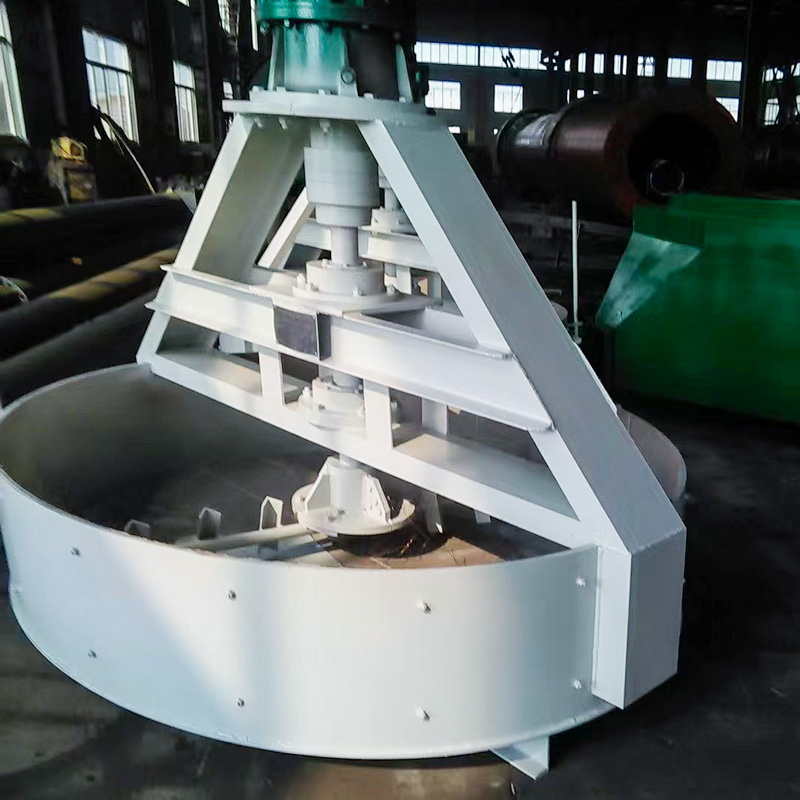
A granulateur à casserole fonctionne en combinant trois forces physiques simultanées – force centrifuge, gravité et adhésion capillaire inter-particules – sur un disque incliné rotatif pour transformer progressivement de fines particules de poudre en granules denses et sphériques. Lorsque le disque tourne, la poudre déposée sur sa surface est mouillée par un spray de liant, formant de petits noyaux qui roulent sur le plateau dans un mouvement de culbutage contrôlé, ramassant des couches de poudre supplémentaires dans un processus appelé agglomération de croissance en couches . Lorsque les granulés atteignent la taille cible, ils roulent naturellement sur le rebord du bac et se déchargent par gravité, ce qui rend le granulateur à bac intrinsèquement auto-classé et unique parmi les technologies de granulation humide.
Le granulateur à casserole - également appelé granulateur à disque, disque de granulation ou disque à billes - est la pierre angulaire de la granulation industrielle depuis plus de 80 ans. De la pelletisation du minerai de fer dans les opérations de haut fourneau à la production d'engrais NPK et à l'enrobage pharmaceutique, la conception élégante et ouverte du granulateur à plateau permet un niveau de visibilité du processus en temps réel et un réglage rapide des paramètres que les granulateurs à tambour fermés ne peuvent fondamentalement pas fournir. Selon l’International Fertilizer Association (IFA, 2024), les granulateurs à cuve représentent plus de 35 % de toute la capacité de granulation Installées dans le monde entier dans les usines d'engrais NPK et dans le traitement du minerai de fer, pratiquement toutes les usines de bouletage pour granulés de haut fourneau utilisent la technologie de bouletage à cuvettes ou à disques.
Compréhension comment fonctionne un granulateur à casserole au niveau physique et technique - les forces impliquées, la cinétique de croissance des granules, le rôle de chaque paramètre réglable - est essentiel pour les ingénieurs de procédés chargés de mettre en service de nouvelles usines, d'optimiser les installations sous-performantes ou de sélectionner la technologie de granulation pour de nouvelles applications. Ce guide explique le mécanisme de fonctionnement complet avec des données quantitatives, la physique des processus et des conseils pratiques d'optimisation.
Le Three Physical Forces That Drive Pan Granulator Operation
A granulateur à casserole n'utilise pas d'agitation mécanique, d'extrusion ou de compression pour former des granulés - il utilise seulement trois forces physiques naturelles agissant simultanément sur le lit de poudre, et l'équilibrage minutieux de ces forces est ce qui produit des granulés uniformes et sphériques avec une densité contrôlée.
Force 1 : Force centrifuge (force portante)
Lorsque le disque tourne, l’accélération centrifuge agit radialement vers l’extérieur sur chaque particule du lit : a_c = ω²r , où ω est la vitesse angulaire (rad/s) et r est la distance de la particule au centre. Cette force transporte les particules vers le bord du bac contre la gravité, entretenant ainsi la cascade de roulement qui est au cœur de la croissance en couches. Le rapport entre l’accélération centrifuge et l’accélération gravitationnelle est décrit par Numéro Froude (Fr) :
Où n est la vitesse de rotation (RPM), D est le diamètre du plateau (m) et g est l'accélération gravitationnelle (9,81 m/s²). Pour une granulation stable, le nombre de Froude doit rester dans la plage de 0,20 à 0,35 . En dessous de 0,20, la force centrifuge est insuffisante pour transporter le lit de poudre vers le haut : les particules glissent plutôt que roulent, produisant des agglomérats irréguliers. Au-dessus de 0,35, les particules sont fixées à la surface du bac par la force centrifuge et ne peuvent pas tomber en cascade : le lit de granulation devient stationnaire et le pressage cesse.
Force 2 : Gravité (décharge et force en cascade)
La gravité agit perpendiculairement à la surface inclinée de la casserole, créant une force composante qui tire les particules vers le bas le long de la face de la casserole. Cette composante gravitationnelle — égale à g × péché(α) , où α est l'angle d'inclinaison du plateau - entraîne le mouvement en cascade qui donne aux particules leur trajectoire de culbute à travers la surface du lit. Il fournit également le mécanisme de décharge : à mesure que les granules grossissent et se densifient, leur élan les entraîne le long de la face du plateau à chaque rotation jusqu'à ce qu'ils atteignent le bord et la gravité les tire sur la lèvre, donnant au granulateur à plateau son comportement d'auto-classification unique. Les granules plus gros et plus denses s'écoulent en premier ; des noyaux plus petits et plus légers restent dans le lit pour poursuivre leur croissance.
Force 3 : Adhérence capillaire (Force de liaison)
Le bonding mechanism in granulation en cuvette est la formation de ponts liquides entre les particules — la solution de liant forme des ponts ménisques aux points de contact des particules, et la tension superficielle de ces ponts (généralement 40 à 72 mN/m pour les systèmes de liant aqueux) crée une force d'attraction qui maintient les particules ensemble pendant le roulement. Au fur et à mesure que le granulé roule et se compacte, les ponts liquides individuels fusionnent dans un état liquide pendulaire à funiculaire, et le niveau de saturation de l'espace vide interstitiel du granule (objectif : 80 à 100 % de saturation pour la plupart des matériaux) détermine la densité du granule et sa résistance à l'écrasement. Cette adhésion capillaire est temporaire lors de la granulation humide mais devient permanente lors du séchage à mesure que le liant se solidifie dans la structure poreuse du granulé.
Le Five Stages of Granule Growth in a Pan Granulator
Formation de granules dans un granulateur à casserole n’est pas un événement unique mais un processus séquentiel en cinq étapes – et chaque étape a des mécanismes physiques et des exigences de paramètres de processus distincts. Comprendre ces étapes permet aux ingénieurs procédés de diagnostiquer les problèmes de granulation et d'optimiser les conditions de fonctionnement.
Étape 1 — Mouillage et nucléation (0,1–0,5 mm)
Lorsque la poudre sèche entre en contact pour la première fois avec la zone de pulvérisation du liant, les gouttelettes de liquide se posent simultanément sur des particules individuelles et sur des points de contact multi-particules. Lorsqu'une gouttelette relie 2 à 5 particules adjacentes, la tension superficielle forme immédiatement un réseau de ponts liquides : c'est l'événement de nucléation. Les noyaux se forment à des tailles généralement 10 à 30 fois supérieures au diamètre des particules primaires.
Le critical nucleation parameter is the flux de pulvérisation (volume de liant par unité de surface par unité de temps) par rapport à la surface du lit de granulation traversant la zone de pulvérisation. Un flux de pulvérisation élevé par rapport au taux de renouvellement du lit produit des noyaux grossiers et inégaux ; un faible flux de pulvérisation produit de nombreux noyaux fins et uniformes. La plupart des procédés de granulation en casserole visent un rapport pulvérisation/poudre (rapport S/P) au point de pulvérisation de 0,08 à 0,15 ml/g.
Étape 2 — Coalescence (0,5–2 mm)
Les noyaux frais ont suffisamment de liquide de surface pour adhérer aux autres noyaux lors d'une collision - ce processus de coalescence augmente rapidement la taille des granules de l'échelle des noyaux à la plage de 1 à 3 mm selon un mécanisme de nature exponentielle : chaque collision qui entraîne un collage double la masse des granules, la coalescence est donc rapide mais produit une large distribution de taille. La conception du processus de granulation à cuve limite délibérément l'étape de coalescence en contrôlant l'uniformité de la distribution du liant et l'humidité du lit de granulés : un excès d'humidité prolonge la coalescence et produit des agglomérats surdimensionnés ; une humidité insuffisante empêche les noyaux de coller.
Étape 3 — Stratification (2 à 8 mm, mécanisme de croissance primaire)
La superposition est la mécanisme de croissance primaire dans un granulateur à plateau et est responsable de la morphologie uniformément sphérique qui distingue les produits granulés en cuve des produits granulés en tambour ou compactés. Lors de la superposition, de fines particules de poudre individuelles (ou de très petits noyaux) adhèrent à la surface des granulés roulants et mouillés – chaque circuit autour de la casserole ajoute une fine coque de nouveau matériau. Ce modèle de croissance en peau d'oignon crée des granulés avec des couches concentriques visibles en coupe transversale, une excellente sphéricité (généralement 0,90 à 0,98 sur une échelle de 0 à 1) et une finition de surface déterminée principalement par le taux de pulvérisation final du liant.
Le layering growth rate dD/dt follows the relationship:
Où S_rate est le débit de pulvérisation du liant (kg/s), rho_powder est la densité apparente de la poudre sèche, rho_granule est la densité des granules humides et A_contact est la surface totale des granules en contact avec le lit de poudre. Cette relation montre que le taux de stratification est proportionnel au taux de pulvérisation du liant et inversement proportionnel à la surface totale des granulés – une constatation cohérente avec le phénomène observé selon lequel le taux de croissance des granules diminue à mesure que le nombre de granulés dans le bac augmente.
Étape 4 — Consolidation
À mesure que les granules atteignent leur taille cible et continuent de rouler sur la surface du plateau, le mouvement de culbutage et les collisions entre granules compactent la structure interne des granules, expulsant l'air interstitiel et réduisant la porosité. Cette étape de consolidation augmente la densité des granulés et leur résistance à l'écrasement. Des recherches menées par le Julius Kruttschnitt Mineral Research Center de l'Université du Queensland (JKMRC, 2021) ont révélé que la consolidation dans les disques de boulets de minerai de fer explique 15 à 25 % de la résistance finale à l'écrasement des granulés verts — ce qui signifie que les pellets soumis à un temps de séjour plus long avant d'être déchargés sont mesurablement plus résistants, même avant le séchage.
Étape 5 — Décharge (auto-classification)
Le granulateur à casserole's L'avantage déterminant par rapport aux granulateurs à tambour rotatif réside dans cette étape : les granules suffisamment gros pour transporter suffisamment d'élan roulent sur le rebord du bac et sont évacués par gravité, tandis que les granules plus petits et les fines recyclées restent dans le lit pour une croissance ultérieure. Ce comportement d'auto-classification explique pourquoi les granulateurs à plateau produisent une distribution granulométrique nettement plus étroite que les granulateurs à tambour - le coefficient de variation (CV%) de la distribution granulométrique d'un granulateur à plateau correctement utilisé est généralement 8 à 15 % , contre 20 à 35 % pour les granulateurs à tambour fonctionnant avec le même matériau. Une distribution de taille plus étroite réduit la charge de criblage en aval et les taux de recyclage surdimensionnés.
Comment chaque paramètre réglable contrôle les performances du granulateur
A granulateur à casserole dispose de quatre paramètres de fonctionnement réglables indépendamment qui déterminent ensemble la taille des granules, la sphéricité, la densité et le taux de production – et chaque paramètre influence la formation des granules via un mécanisme physique spécifique.
| Paramètre | Gamme typique | Effet physique primaire | Augmentation du paramètre... |
| Angle d'inclinaison du panoramique (alpha) | 40°–55° | Contrôle la profondeur du lit et le temps de séjour | Diminue le temps de séjour ; réduit la taille des granules ; augmente le débit |
| Vitesse de rotation (n, tr/min) | 5 à 25 tr/min | Contrôle le nombre de Froude et le mouvement du lit | Augmente la fréquence de superposition ; améliore la sphéricité; risque de survitesse au dessus de Fr=0,35 |
| Taux de pulvérisation de liant | 0,05 à 0,20 L/kg d'aliment | Contrôle la teneur en humidité et le taux de croissance | Augmente le taux de croissance ; au-dessus du niveau critique provoque un mouillage excessif et une agglomération |
| Hauteur du mur panoramique (hauteur du rebord) | 150-500 mm | Contrôle le volume du lit et le seuil de décharge | Augmente la profondeur du lit ; augmente le temps de séjour ; produit des granules plus gros |
Tableau 1 : Paramètres de fonctionnement du granulateur Pan, leurs plages typiques, effets physiques et direction d'influence lorsque chaque paramètre est augmenté. Les interactions entre les paramètres nécessitent un ajustement simultané pour des résultats optimaux.
Le Inclination Angle: The Most Powerful Single Control Variable
Parmi les quatre paramètres réglables, angle d'inclinaison du plateau est la variable de contrôle unique la plus puissante, car elle affecte simultanément la profondeur du lit, la longueur du trajet en cascade, le temps de séjour et la composante de force gravitationnelle entraînant la décharge, qui contrôlent toutes directement la taille des granules. L'angle d'inclinaison (α) détermine la profondeur effective du lit (d_bed) à travers la relation :
Pour une cuvette de 3,0 m de diamètre fonctionnant à une inclinaison de 48° avec une fraction de remplissage de 15 % (une condition industrielle typique), la profondeur du lit est d'environ 3,0 × 0,743 × 0,15 = 0,33 m . La réduction de l'inclinaison à 44° augmente la profondeur du lit à 0,36 m pour la même fraction de remplissage, augmentant ainsi le temps de séjour des granulés et permettant une taille finale des granulés plus grande, sans aucune modification de la vitesse de rotation ou du taux de liant. C'est pourquoi le réglage de l'inclinaison du plateau est la principale réponse de contrôle lorsqu'un opérateur d'usine observe un produit sous-dimensionné : réduire l'angle de 2 à 3° déplace généralement la taille moyenne du produit vers le haut de 10 à 20 %.
Comment un granulateur à casserole se compare-t-il aux autres technologies de granulation
Le granulateur à casserole occupe une position spécifique dans le paysage technologique de la granulation – il n’est pas universellement supérieur, et le sélectionner correctement nécessite de comprendre où il surpasse et où il est en deçà des granulateurs à tambour, des mélangeurs pugmill et des granulateurs par extrusion.
| Paramètre | Granulateur à casserole | Granulateur à tambour rotatif | Pugmill / Mélangeur à broches | Granulateur par extrusion |
| Forme des granules | Sphérique (0,90-0,98) | Quasi-sphérique (0,70-0,85) | Irrégulier (0,50-0,70) | Cylindrique |
| Répartition par taille (CV%) | 8 à 15 % | 20 à 35 % | 25 à 45 % | 10 à 18 % |
| Débit maximum | 0,5 à 30 t/h par unité | 5 à 150 t/h par unité | 1 à 50 t/h par unité | 0,1 à 10 t/h par unité |
| Visibilité des processus | Entièrement ouvert — observation en temps réel | Ci-joint – observation limitée | Partiellement fermé | Ci-joint |
| Heure de démarrage | 3 à 8 minutes | 15 à 30 minutes | 5 à 15 minutes | 10 à 25 minutes |
| Confinement de la poussière | Modéré (conception ouverte) | Bon (ci-joint) | Bon (ci-joint) | Excellent (ci-joint) |
| Consommation d'énergie (kWh/t) | 8 à 18 kWh/t | 10 à 25 kWh/t | 15 à 35 kWh/t | 30 à 80 kWh/t |
| Taux de recyclage | 10 à 25 % | 30 à 60 % | 20 à 40 % | 5 à 15 % |
Tableau 2 : Performances comparatives des granulateurs à plateaux par rapport à trois technologies de granulation alternatives sur huit paramètres clés de fonctionnement et de qualité du produit. Sources : KONA Powder and Particle Journal (2023) ; Références du Centre de recherche sur la technologie des engrais.
Comment diagnostiquer et résoudre les problèmes de granulateur de casserole les plus courants
Parce que le granulateur à casserole est entièrement ouverte et visuellement accessible, les opérateurs expérimentés peuvent diagnostiquer la plupart des problèmes de granulation en observant le mouvement du lit et les caractéristiques de décharge des granulés, ce qui en fait la plus conviviale de toutes les technologies de granulation humide.
Problème 1 : Granules surdimensionnés (taille moyenne supérieure à la cible)
Indicateur visuel : Gros granules à déplacement lent visibles à la surface de la casserole ; décharger des granules évidemment plus gros que la cible.
Causes et corrections :
- Excès d’humidité – réduisez le débit de pulvérisation du liant de 5 à 10 % et observez l’évolution de la taille sur 10 à 15 minutes.
- Angle de panoramique trop faible : augmentez l'inclinaison de 2 à 3 ° pour réduire le temps de séjour et favoriser une évacuation plus rapide des granules plus petits.
- Vitesse de rotation trop faible : augmentez-la de 1 à 2 tr/min pour augmenter la fréquence de la cascade et réduire le temps de séjour par cycle.
Problème 2 : Granules sous-dimensionnés ou teneur élevée en fines
Indicateur visuel : Surface du lit fine et poudreuse ; peu de granules visiblement formés ; décharge poussiéreuse.
- Humidité insuffisante – augmenter progressivement le débit de pulvérisation du liant tout en surveillant la texture du lit. Viser un aspect de surface humide mais non collant.
- Angle panoramique trop prononcé : réduisez l'inclinaison de 2 à 3 ° pour augmenter le temps de séjour.
- Taille des particules d'alimentation trop grossière : vérifiez que l'alimentation D90 est inférieure à 200 µm. Les particules supérieures à 500 µm sont mal nucléées et nécessitent un pré-broyage.
Problème 3 : Agglutination du moule (accumulation sur la surface du moule)
Indicateur visuel : Matériau sec et durci s'accumulant sur la surface de la poêle ; diamètre effectif réduit du bac.
- Humidité excessive du liant dans la zone de pulvérisation – éloignez la buse de pulvérisation de la surface du bac ; Augmentez la pression de l'air d'atomisation pour obtenir des gouttelettes plus fines.
- Jeu insuffisant de la lame du grattoir : vérifiez que le jeu entre la lame et le plateau est réglé entre 3 et 8 mm selon les spécifications de conception ; remplacez immédiatement les lames usées.
- Matériau hygroscopique — réduit l'humidité ambiante dans la zone de granulation ; utilisez de l'eau de refroidissement sur le dos de la casserole pour réduire la température de surface.
Problème 4 : mauvaise sphéricité (forme irrégulière des granules)
Indicateur visuel : L'échantillon de granules présente des formes allongées, en croissant ou irrégulières plutôt que des sphères lisses.
- Nombre de Froude inférieur à 0,20 : augmentez la vitesse de rotation pour garantir une force de charge centrifuge adéquate pour le mouvement en cascade de roulement.
- Débit d'alimentation excessif créant un bac trop plein — réduisez le débit d'alimentation pour maintenir la fraction de remplissage du bac en dessous de 20 à 25 %.
- Taille des gouttelettes de liant trop grande : augmentez l'air d'atomisation vers la buse ; réduire la taille de l'orifice de la buse ; passer à une configuration de buse de pulvérisation plus fine.
Foire aux questions sur le fonctionnement d'un granulateur à casserole
Q : Pourquoi un granulateur à plateau produit-il plus de granulés sphériques qu'un granulateur à tambour ?
Le spherical granule morphology of granulation en cuvette résulte directement du mouvement de roulement contrôlé et répétitif sur la surface ouverte du disque. Dans un granulateur à tambour, les particules culbutent dans un environnement chaotique et à haute énergie avec de nombreuses collisions simultanées, produisant des agglomérats par coalescence, qui forment naturellement des formes irrégulières. Dans un granulateur à casserole, le mouvement en cascade contrôlé permet une croissance en couches : des particules de poudre individuelles sont déposées symétriquement autour des surfaces de granulés roulantes en fines couches concentriques, créant la structure en peau d'oignon qui donne aux produits granulés en casserole leur sphéricité caractéristique de 0,90 à 0,98. Ce mécanisme de stratification nécessite l’équilibre spécifique des forces centrifuges et gravitationnelles que seule la géométrie du plateau incliné rotatif fournit.
Q : Quel est le rôle de la lame du grattoir dans un granulateur à plateau ?
Le lame de grattoir dans une poêle, le granulateur remplit deux fonctions essentielles. Premièrement, il empêche l'accumulation de matière (gâteau) sur la surface du moule en cisaillant continuellement toute couche de matériau adhérant au disque — sans grattage, les matériaux collants formeraient rapidement une couche qui réduirait le diamètre effectif du moule, perturberait le motif en cascade du lit de poudre et finalement calerait le moteur. Deuxièmement, le grattoir redistribue le matériau de la surface du bac vers le lit actif, augmentant ainsi la fréquence de contact entre les granules et la poudre et améliorant l'efficacité de la stratification. La position de la lame du grattoir (dégagement par rapport à la surface du plateau), l'angle (angle d'attaque par rapport à la face du plateau) et l'état (bord tranchant ou usé) affectent tous de manière significative les performances de granulation — une lame de grattoir usée est l'une des causes les plus courantes de baisse inexpliquée des performances dans les granulation en cuvette opérations.
Q : Un granulateur à plateau peut-il traiter des matériaux sans aucun liant liquide ajouté ?
Pas en mode de granulation humide standard : la formation de ponts liquides entre les particules est le mécanisme de liaison fondamental, et sans une humidité suffisante, les forces d'adhésion capillaire qui maintiennent ensemble les noyaux et les granules en croissance n'existent pas. Cependant, certaines applications spécialisées utilisent un granulateur à casserole avec un liant réactif qui se lie chimiquement pendant la granulation (par exemple, de l'hydroxyde de calcium avec du CO2 pour la granulation par carbonatation minérale), où la force verte du granulé provient de la cristallisation de nouvelles phases minérales plutôt que uniquement de la tension superficielle du liquide. Dans ces cas, l’humidité ajoutée est de l’eau de réaction chimique plutôt qu’un liant liquide libre. Pour une granulation véritablement sèche (sans liquide), les granulateurs à compactage (compacteurs à rouleaux ou machines à briquettes) sont la technologie appropriée.
Q : Qu'est-ce qui détermine la capacité maximale d'une unité de granulation à un seul bac ?
Le maximum production capacity of a single granulateur à casserole est principalement déterminé par le diamètre du bac, qui limite à la fois le volume du lit actif et le débit de décharge. Le diamètre des cuves dans les installations industrielles varie de 0,5 m (échelle laboratoire/pilote, 0,1 à 0,5 t/h) à 7,5 m (grandes unités commerciales, 20 à 35 t/h pour le minerai de fer ou les engrais). La relation entre le diamètre de la casserole et sa capacité est approximativement cubique : doubler le diamètre de la casserole augmente la capacité d'environ 8 fois pour des matériaux et des conditions de fonctionnement similaires. Pour les applications nécessitant une capacité supérieure à 30-40 t/h, l'installation de plusieurs plateaux en parallèle (chacun desservant une ligne de production) est l'approche standard, car le diamètre du plateau ne peut pas être augmenté indéfiniment en raison des contraintes structurelles sur le disque rotatif et le système d'entraînement. Les plus grands granulateurs commerciaux à cuve dans les usines de bouletage de minerai de fer fonctionnent avec un diamètre de 6,5 à 7,5 m avec des débits de 25 à 35 t/h de granulés verts par unité.
Q : Comment la teneur en humidité des granulés est-elle contrôlée pendant la granulation en casserole ?
Contrôle de l'humidité dans un granulateur à casserole est géré via le système de pulvérisation de liant : le débit de pulvérisation, la position de la buse de pulvérisation par rapport au lit actif, la taille des gouttelettes de pulvérisation et le nombre de buses de pulvérisation sont les principales variables de contrôle. Automatisé moderne granulation en cuvette les circuits utilisent une combinaison de : (1) un capteur d'humidité sur le flux de poudre d'alimentation pour tenir compte de la variation de l'humidité de l'alimentation ; (2) une jauge d'humidité proche infrarouge (NIR) sur le flux de décharge de granulés pour fournir un retour d'information en temps réel sur l'humidité du produit ; et (3) un contrôleur PID en boucle fermée qui ajuste la vitesse de la pompe à liant pour maintenir l'humidité de décharge dans la fenêtre cible (généralement ± 0,3 % de l'humidité cible). Le contrôle manuel – dans lequel un opérateur juge visuellement l’état du lit et ajuste le débit de pulvérisation à l’œil nu – reste courant dans les installations plus petites ou plus anciennes, mais ne peut pas atteindre la cohérence du contrôle automatisé, en particulier lorsque l’humidité des aliments varie entre les lots de production.
Q : Quelle est la résistance verte typique des granulés produits par un granulateur à plateau, et pourquoi est-ce important ?
Force verte — la résistance à l'écrasement d'un granulé avant séchage ou cuisson — est un paramètre critique de qualité intermédiaire car les granulés trop faibles se fractureront lors de la manutention sur les tapis roulants, dans les élévateurs à godets et lors du chargement sur les séchoirs, générant des fines qui retournent dans le circuit de granulation et réduisent l'efficacité globale. Les produits granulés en casserole atteignent généralement des résistances à l'écrasement à l'état vert de 3 à 12 N par granule en fonction du matériau, du type de liant et de la teneur en humidité - avec des granulés verts de minerai de fer à l'extrémité supérieure (10 à 15 N minimum requis pour le transfert vers le four d'induration sans dégradation excessive) et des granulés d'engrais à l'extrémité inférieure (3 à 6 N, suffisant pour un transport pneumatique doux vers un séchoir rotatif). La résistance à l'état vert est principalement contrôlée par l'humidité des granulés (une humidité plus élevée = une adhérence capillaire plus élevée = une résistance à l'état vert plus élevée jusqu'au point de sursaturation) et le type et la concentration du liant utilisé (la bentonite, la mélasse, le lignosulfonate et l'alcool polyvinylique produisent chacun différents profils de résistance à l'état vert dans granulation en cuvette ).
Conclusion : l'avantage unique du granulateur à casseroles réside dans sa physique
Compréhension comment fonctionne un granulateur à casserole au niveau physique – l’interaction de la force centrifuge, de la gravité et de l’adhésion capillaire ; les cinq étapes séquentielles de la croissance des granules, depuis la nucléation jusqu'à la décharge auto-classée ; les relations quantitatives entre chaque paramètre de fonctionnement et les caractéristiques du produit qui en résultent — transforme l'optimisation des processus d'un art empirique en une pratique d'ingénierie scientifique.
Le pan granulator's open geometry, which at first appears to be a limitation (dust exposure, no containment), is in fact its core operational advantage: it enables the real-time process visibility, rapid parameter response, and natural self-classification that make it the most controllable of all wet agglomeration technologies. No other granulation system allows an operator to see exactly what is happening in the granule bed, assess granule quality with the naked eye, and adjust four independent parameters in real time to correct any deviation from target.
Pour les ingénieurs procédés chargés de la mise en service ou de l'optimisation d'un granulation en cuvette circuit, le point de départ doit toujours être le calcul du nombre de Froude — en vérifiant que la vitesse de fonctionnement place le processus fermement dans la plage de 0,20 à 0,35 pour le diamètre spécifique de la cuve — suivi d'une optimisation méthodique d'un seul paramètre de l'angle d'inclinaison et du débit de pulvérisation de liant pour atteindre la taille et l'humidité des granulés cibles. Grâce à cette approche fondée sur la physique, le granulateur à cuve fournit de manière fiable des granulés uniformes, sphériques et à haute résistance à l'écrasement qui en font la technologie de choix dans le traitement du minerai de fer, la fabrication d'engrais et des dizaines d'applications minérales et chimiques spécialisées dans le monde entier.